


धातुको क्यानको लागि भित्र कोटिंग मेसिन बाहिर मेसिन बनाउने क्यान गोलो क्यान वर्ग क्यान

धातुको क्यानको लागि भित्र कोटिंग मेसिन बाहिर मेसिन बनाउने क्यान गोलो क्यान वर्ग क्यान
खाना वा औद्योगिक क्यान बनाउने प्रक्रियाको लागि कोटिंग बारे सम्बन्धित भिडियो
यस मेसिनको बारेमा विवरण
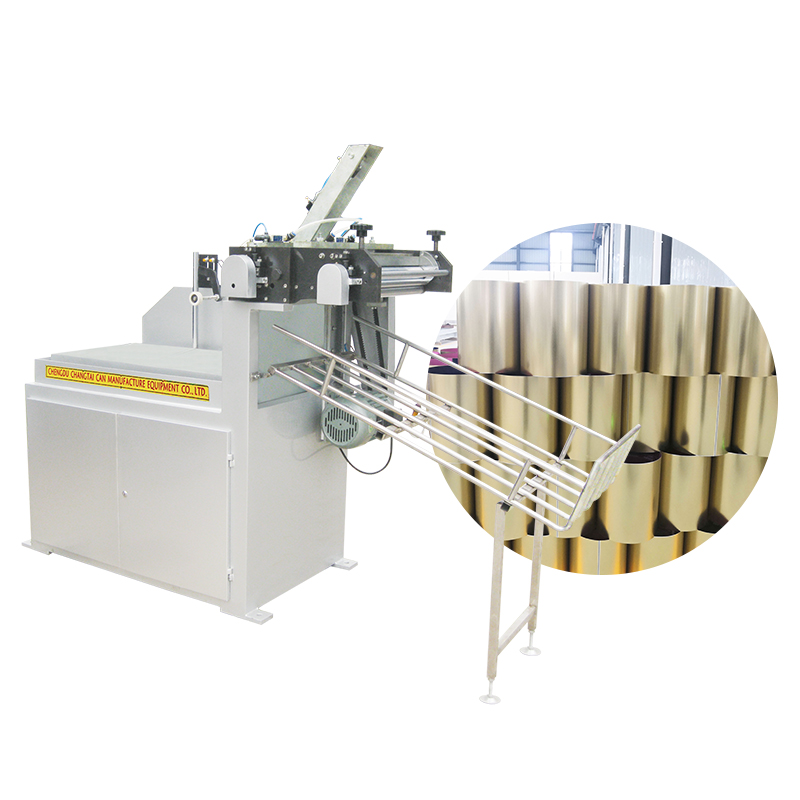
१. वेल्डिङ मेसिनसँग जोडिएको, क्यान्टिलिभर माथितिर सक्शन बेल्ट कन्भेइङ डिजाइन पाउडर स्प्रे गर्नको लागि सुविधाजनक छ, र अगाडिको कम्प्रेस्ड हावाले वेल्ड सिमलाई चिसो पार्छ ताकि वेल्ड सिमको तापक्रम धेरै उच्च हुँदा पाउडर जम्मा हुन वा ग्लु फोम हुनबाट बच्न सकियोस्।
२. आयातित बेल्ट कन्भेइङको लागि प्रयोग गरिन्छ, र वेल्डेड क्यानको बडी कन्भेइङ बेल्ट मुनि चुसिन्छ, जसले गर्दा क्यानको प्रकार परिवर्तन गर्दा कन्भेइङ उचाइ समायोजन गर्नु पर्दैन, र कन्भेइङ स्थिर हुन्छ।
३. रोल आउट गरेपछि ग्लु असमान हुनबाट रोक्नको लागि, कोटिंग व्हीलको आउटलेटमा ब्रश जडान गरिएको छ। ब्रसले ट्याङ्कीमा ग्लु ल्याउँछ भन्ने तथ्यलाई पार गर्न, सिलिन्डरलाई नियन्त्रण गर्न इन्डक्सन स्विच जडान गरिएको छ ताकि ट्याङ्की हुँदा मात्र ब्रस तल जान्छ र ट्याङ्की नभएको बेला माथि उठ्छ। , ताकि ग्लु ट्याङ्कीमा नपरोस्।
४. वेल्डिङ मेसिन डिबग गर्ने सुविधाको लागि, सम्पूर्ण कन्भेइङ र बाहिरी कोटिंग भागहरूलाई माथि र पछाडि उठाउन एयर सिलिन्डर जडान गरिएको छ, जसले गर्दा माथितिर सक्शन कन्भेइङको लागि वेल्डिङ मेसिनको असुविधाजनक डिबगिङको बेफाइदाबाट बच्न सकिन्छ।
५. बाहिरी कोटिंग बेल्ट रबर ह्वील र रोलरको दुबै छेउमा क्लिनिङ प्लेटहरू जडान गरिएका छन्, जसले गर्दा ग्लुले कोटिंग ह्वीलको छेउलाई प्रदूषित गर्दैन र कोटिंग ह्वीलको सफाई सुनिश्चित गर्दछ।
६. हाम्रो कम्पनीले ग्राहकको आवश्यकता अनुसार बाह्य स्प्रेइङ विधि बनाउन सक्छ, तर बाह्य कोटिंग तल्लो कन्भेइङ विधि हुनुपर्छ (वेल्डिङ मेसिनसँगको जडान माथितिर कन्भेइङ विधि हो)। आन्तरिक कोटिंग भएको टच-अप कोटिंग मेसिनको कन्भेइङ र वेल्डिङ मेसिनमा वेल्डिङ सिमको दुबै छेउमा बेल्टहरू हुनुपर्छ, जसले गर्दा क्यान बडी वेल्डिङ सिम स्थिर रूपमा एउटै उचाइ र रेखामा राख्न सकियोस्।
प्राविधिक प्यारामिटरहरू
| मोडेल | हामीसँग अहिले स्टकमा GNWT-286S को 250 टुक्राहरू उपलब्ध छन्। | GNWT-180S को लागि सोधपुछ पेश गर्नुहोस्, हामी तपाईंलाई 24 घण्टामा सम्पर्क गर्नेछौं। |
| रोलर गति | ५-३० मिटर/मिनेट | |
| लाहको चौडाइ | १०-२० मिमी | ८-१५ मिमी |
| क्यान व्यास आकारहरू | २००-४०० मिमी | ५२-१८० मिमी |
| कोटिंग प्रकार | रोलर कोटिंग | |
| हालको लोड | ०.५ किलोवाट | |
| पाउडर आपूर्ति | २२० भोल्टेज | |
| हावा खपत | ०.६Mpa २०L/मिनेट | |
| मेसिन मापन | २१००*७२०*१५२० | |
| तौल | ३०० किलोग्राम | |
यस बाह्य रोलर कोटिंग मेसिनको बारेमा प्राविधिक पाना

-

२००-४०१ टिन क्यान वेल्डिङ मेसिन १७० मिली-२.५ लिटर टिन...
-
गोलो क्यान वर्ग क्यान गोलो बनाउने मेसिन ca...
-

क्यान बनाउने मेसिन ड्रायर क्यान ड्रायर उच्च आवृत्ति...
-

क्यान बनाउने मेसिनको लागि औद्योगिक चिलर
-

धातुको लागि मेसिन पाउडर प्रणाली बनाउने क्यान क्यान ...
-

ठूला गोलाकार क्यान वर्गाकार क्यान ठूला तेल ब्यारेल बियर...